
تفاوت گریدهای PE80 و PE100 در تولید لوله
توسعه گونههای جدید پلی اتیلنی برای کاربرد لوله به منظور دستیابی به وزن کمتر در کنار افزایش ضریب ایمنی است. گونههای امروزی رایج در صنعت لولههای پلی اتیلنی گونههای معروف به PE100 با حداقل استحکام 10MPa برای 50 سال حمل آب دمای 20درجه سانتی گراد و گونههای PE80 با حداقل استحکام 8MPa برای 50 سال حمل آب دمای 20 درجه سانتی گراد هستند. در ادامه مطلب بیشتر به تفاوت گریدهای PE80و PE100 میپردازیم.
بیشتر بخوانید: گرید لوله پلی اتیلن
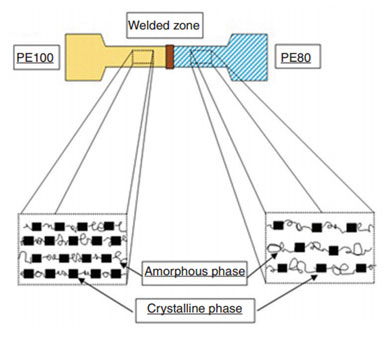
یکی از نکات مهم در هنگام استفاده از این لوله ها در اجرای خطوط لوله انتقال سیالات توجه به فرآیند جوش قطعات مختلف لوله است. دو روش رایج انجام فرآیند جوشکاری در لوله های پلی اتیلنی جوش لب به لب و جوش الکتروفیوژنی است. مراحل عمده در فرآیند جوش لب به لب عبارتند از ذوب ناحیه سر لوله ها، در تماس قرار دادن ناحیه ذوب شده و اعمال فشار برای انجام فرآیند نفوذ دو لوله در هم و خنک کاری ناحیه جوش. مراحل نامبرده در بالا، اعم از ذوب و خنک کاری به شدت به نوع گونه پلی اتیلن بستگی دارد. کوچکترین تغییر در ریزساختار پلی اتیلن منجر به تغییر رفتار ذوب و بلورینگی آن می شود. عامل ایجاد استحکام در ناحیه جوش رخداد هم بلورینگی در فصل مشترک دو لوله ( و یا لوله و اتصال است.) هر عاملی که ایجاد هم بلورینگی را تحت تاثیر قرار دهد منجر به ایجاد نواقص کوتاه و یا بلند مدت در خط لوله خواهد شد. گونههای PE80 و PE100 مورد مصرف در لوله های پلی اتیلنی گرچه در ظاهر پلی اتیلن گونه لوله هستند اما تفاوت های بسیاری در ریز ساختار زنجیره های پلیمری دارند. لذا رفتار حرارتی شامل ذوب و بلورینگی دو گونه کاملا متفاوت با یکدیگر است. از نظر فیزیکی امکان جوش خوردن لوله پلی اتیلن PE80 با نوع PE100 ممکن است اما از نظر عملکردی چنین جوشی در بلند مدت عامل ایجاد نقصان در خط لوله خواهد بود. جهت آزمون این ادعا چنانچه لوله هایی از جنس های PE80 و لوله پلی اتیلن PE100 تولید شوند و نمونه هایی دو به دویی از آن ها توسط جوش لب به لب به یکدیگر متصل شوند ( نمونه های PE80-PE80، PE100-PE100 و PE80-PE100) و از محل کشش نمونه کشش تهیه شود و در شرایط استاندارد توسط دستگاه کشش آزمون کشش از محل جوش انجام شود، نتایج زیر بدست خواهد آمد:
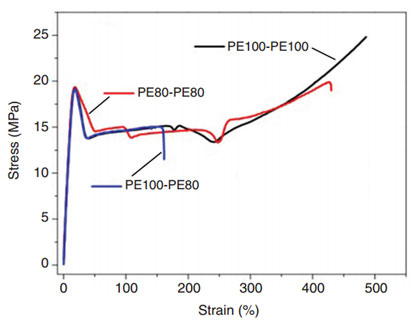
همانگونه که در نمودار بالا دیده می شود نمونه های جوش خورده از یک جنس ( نمونه های PE80-PE80 و PE100-PE100) از نظر کشسانی همانند یک نمونه ی یک پارچه عمل کرده و فرآیند جوش نقصانی در عملکرد آن ها پدید نمی آورد. اما نمونه ی نامتناجس در اجزای جوش ( نمونه PE80-PE100) در کرنش هایی کمتر از نمونه خالص دچار نقصان و پارگی شده است. نکته قابل توجه در مورد این نمونه رخداد پارگی از محل جوش است.
از نقطه نظر ریز ساختاری دلیل چنین امری ممانعت فاز PE80 از بلورینگی PE100، عدم رخداد هم بلورینگی و ایجاد حفرات در فصل مشترک به دلیل کاهش استحکام در فصل مشترک است. لذا می توان گفت گرچه جوش پذیری دو لوله با گونه های مختلف پلی اتیلن از نظر فیزیکی ممکن است اما از نقطه نظر علمی و ریزساختاری چنین کاری می تواند در بلند مدت منجر به ایجاد نقص در خطوط لوله شود. راهکار چنین مشکلاتی که گاها ممکن است در خطوط لوله پیش آید، استفاده از کوپلینگ های الکتروفیوژنی و انجام جوش الکتروفیوژن در محل اتصال، استفاده از فلنج و یا سایر اتصالات مکانیکی با رعایت اصول استاندارد و راهنمای سازنده به نحوی که در عملکرد خط لوله نقصانی ایجاد نکند است. https://yazdpolymer.com/%D8%AA%D9%81%D8%A7%D9%88%D8%AA-%DA%AF%D8%B1%DB%8C%D8%AF-%D9%87%D8%A7%DB%8C-pe80-%D9%88-pe100-%D8%AF%D8%B1-%D8%AA%D9%88%D9%84%DB%8C%D8%AF-%D9%84%D9%88%D9%84%D9%87-%D9%87%D8%A7%DB%8C-%D9%BE%D9%84%DB%8C/

